
24小时免费咨询热线(同微信号)
24小时免费咨询热线(同微信号)

铝合金和镁合金是轻量化技术应用最广泛的轻量化金属材料,随着近年来国家倡导的新能源汽车及轨道列车的迅猛发展,铝合金在汽车和轨道列车零部件中的应用比例逐步增加。传统的铝/镁合金焊接,需要熔化母材、添加焊丝、气体保护等,这些导致焊后残余应力大、变形严重、气孔严重、接头性能低下等缺点,以及生产成本高等问题。此外,熔焊易导致铝合金焊缝内存在气孔、吸氢、吸氧、组织偏析等缺陷,对于气密性要求较高的产品,则会造成生产成本高居不下。

搅拌摩擦焊(Friction Stir Welding, FSW)作为一种先进的固相焊接技术,为铝合金的焊接带来了革命性的解决方法,且焊接过程无需添加焊料、无需氩气保护、无需开坡口处理,大幅降低了产品的生产加工成本;此外,固相焊接温度低于铝合金熔点温度,接头在搅拌头的搅拌和锻压作用下,形成致密的锻造型组织,因此可以有效消除焊缝内气孔、析氢、吸氧等缺陷。此外,搅拌摩擦焊还可以实现不同牌号、不同热处理状态的铝合金之间的焊接。
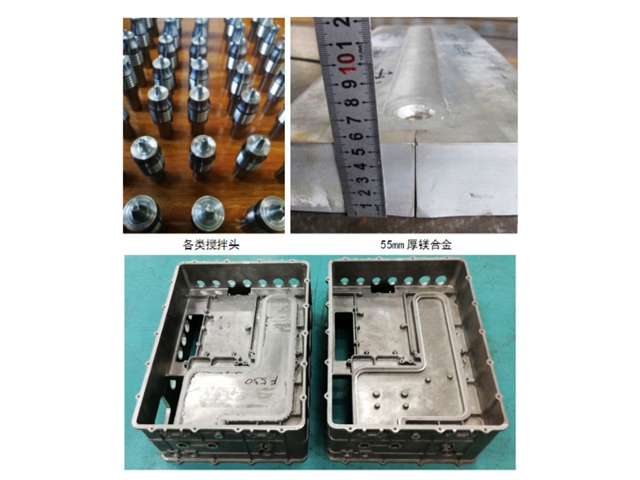
针对铝合金材料, 孚斯威公司开发出适用于不同焊接形式、不同厚度的多规格铝合金专用搅拌头。
| 标准化铝/镁合金专用搅拌头 | ||||||
| 项目 | 铝/镁合金材料及牌号 | 适用厚度 | 轴肩宽度 | 焊接形式 | 焊接形式 | 结构形式 |
| 1 | 同种合金之间 | 1-90mm | 8-20mm | 直缝 | 对接 | 整体式 |
| 2 | 异种合金之间 | 15-30mm | 平面二维 | 搭接 | 整体式 | |
| 3 | 同种合金及不同热处理状态之间 | 24-35mm | 简体环缝、纵缝 | 对搭接 | 整体式 | |
| 4 | 异种合金及不同热处理之间 | 35-50mm | 空间三维曲面 | 双面焊接 | 分体式 | |
精科大恒

微信二维码
微信号:13718874196Copyright © 精科大恒 备案号:冀ICP备13003902号-12
法律声明:本站部分图文内容取自互联网,若侵权请联系我们删除停止传播。


管理员
该内容暂无评论